
Intralogistics
What is warehouse optimisation? And why it's often about something else
Many people think of automation or extra equipment. Yet the biggest gains usually lie in the processes that already exist.

Hands-on stories and insights on intralogistics, equipment, safety and day-to-day operations. Written from the shop floor, not the meeting room.
Many people think of automation or extra equipment. Yet the biggest gains usually lie in the processes that already exist.

The bottlenecks are often already known. A warehouse scan reveals the bigger picture and surfaces improvement opportunities that went unnoticed before.

The discussion quickly jumps to systems and capacity. But the biggest gains often come from first asking the right question: why do we do it this way?
Not dashboards or methodologies, but the willingness to keep examining the daily operation critically. That is where Operational Excellence begins.

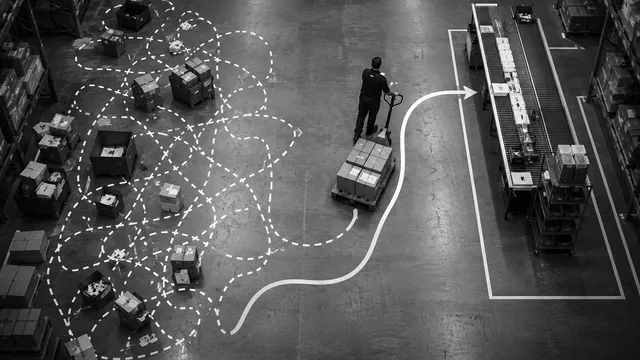
Busyness feels like a shortage, but says little about utilisation. Often there is no shortage of equipment, but of efficiency.

Long travel distances, lack of space and temporary locations that became permanent: often the layout isn't wrong, the operation simply changed faster than the setup.

Electrification seems a clear direction. But grid capacity, battery chemistry and infrastructure make the choice more complex than often assumed.

Comparing specifications, assessing quotations. But what about the old equipment? That is exactly where unexpected costs and missed revenues arise.

Damage and breakdowns stand out. But ten employees losing minutes a day to waiting and searching go unnoticed. And that is what costs more.

No dashboard sees as much of the operation as the people in the middle of it. Yet much of that knowledge remains unspoken.

Warehouses become remarkably good at solving problems. So good that nobody asks any more why they keep coming back.

Customer contracts have a limited term, but investments do not. On the fundamental dilemma of contract logistics.

An improvised scanner holder or a home-made canopy: what started as a stopgap turns out to still be in use years later.

Both parties think they agreed the same thing, until execution starts. On scope, assumptions and the real work before the signature.

Every choice sits somewhere between maximum efficiency and maximum flexibility. The best choice depends on where your operation needs to be in five years.
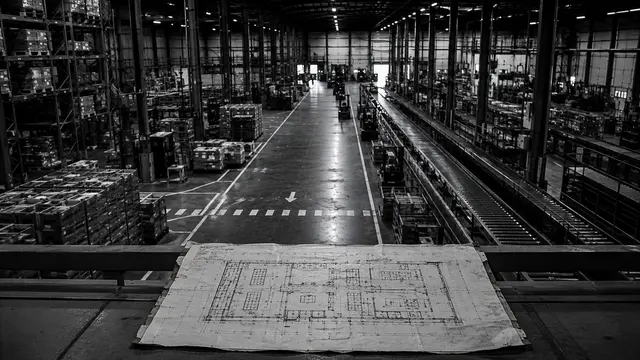
Lack of space, capacity, ageing equipment. Yet the key question is rarely asked: does the layout still fit the company of today?

Employees who know everything and solve everything are worth their weight in gold. Until they fall ill, go on holiday or leave.

The difference between 8 and 12 km/h seems significant. But over 30 metres it amounts to seconds, while wear, energy use and strain increase sharply.
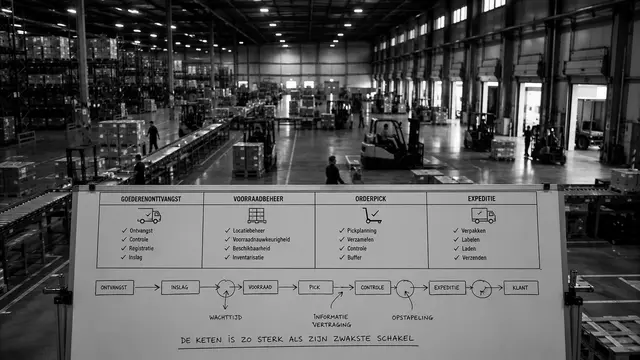
Inbound, inventory and dispatch each perform fine. But an operation is not a collection of departments, it is one flow.

A forklift supplier will rarely advise you not to buy a forklift. Why the first question should never be which solution is best.

Exceptions stand out and get attention. But the success of a warehouse is determined by the thousands of actions that simply continue every day.

Idle equipment feels cheap, but lease, maintenance and inspections keep running. On the hidden costs of an oversized fleet.

Personal spreadsheets, handwritten lists and informal agreements: the shop floor plugs the gaps in the process every day, often without anyone noticing.

Capacity and processes get all the attention, but the working environment itself is often underestimated, even though it shapes performance and staff retention.

Using the current fleet as the starting point sounds logical. But that way you are not comparing solutions, you are mainly extending a historical choice.

Staff who deviate from the process are often corrected. Yet those very deviations say something valuable about the process itself.

Waiting times and complaining staff: the conclusion seems obvious. But a perceived equipment shortage often has a different cause.

When damage occurs, all eyes turn to the driver. Yet the real cause of recurring damage almost always lies elsewhere.

Forklifts dash back and forth and everyone is on the move. But busyness says little about how much value is actually being added.